

今回は測定ゲージ・検査治具 設計製作(株)ファム、研削グループからの技術ニュースです。
研削加工における最も基本となる測定ゲージの平面度、平行度出し加工の方法を紹介します。
例:材質SKD-11 HRC58 ゲージサイズ10x80x120(ミリ)

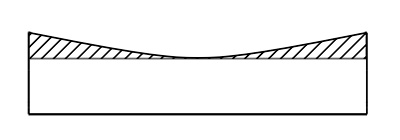
熱処理後、ゲージ素材は反り歪みが約0.1発生しています。(ゲージサイズの大きさにより反り歪みは変わります。)
研削加工では反り、歪みを無くし、(株)ファムでは厚み10.0のゲージを平行度、
平面度を0.001以内に収めることを心掛けて研削に取り組んでいます。

磁力を効かせ、両面研削しても磁力により反り歪みが電磁チャックによって矯正されてしまうので、
反り、歪みを取る一例として磁力を入れずに加工する方法があります。
まずゲージ周りにファム特殊治具を貼り当て固定します。
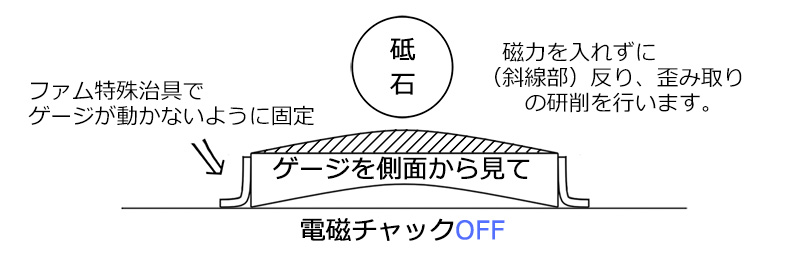
片面の反り、歪み取りが終了したら、次は磁力を入れた状態で反対面(斜線部)を研削すれば、反り、歪み取りが完成します。
ファム加工実績としましては厚み10の場合80x120の間で平行度,平面度共に0.001以内、研削面粗さRa0.09となっています。
以上 反り、歪み取りの加工技術の一例を紹介しました。
測定ゲージ・検査治具・設計製作(株)ファムはゲージ精度を保持し、お客様に安心して使用していただける、
高品質な製品を提供できるように、これからも「ものづくり」に精進していきます。


配信元:株式会社ファム http://www.fam1.co.jp/ 〒597-0101 大阪府貝塚市三ヶ山 1257-2 TEL 072-447-0700